苏州齿条加工方法有哪些???
齿条加工方法:(1)滚齿(2)插齿(3)剃齿(4)磨齿(5)珩齿。
1、滚齿
用齿轮滚刀按展成法加工齿轮、蜗轮等的齿面。在滚齿机上用齿轮滚刀加工齿轮的原理,相当于一对螺旋齿轮啮合的原理。
滚刀实质上是一个螺旋角很大的螺旋齿轮,因为齿数很少(单头滚刀齿数K=1),牙齿又很长,可以绕轴线很多圈,所以成了一个螺旋升角很小的蜗杆——滚刀基本蜗杆。经过开槽和铲齿后,这个蜗杆便成为具有切削刃和前、后角的齿轮滚刀了。
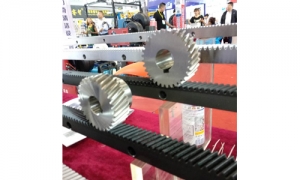
齿轮滚刀和被加工齿轮的展成运动,当滚刀旋转时,相当于一个齿条在轴向移动,这个移动就相当于假想齿条与被加工齿轮的啮合运动,因此滚刀和被加工齿轮之间有下列要求:
(1)滚刀的法向模数mn刀和法向齿形角αon刀应与被加工齿轮的相应参数相等。
(2)滚刀和被加工齿轮严格保持一对螺旋齿轮啮合的运动关系。
(3)为了使滚刀的螺旋方向和被加工齿轮的齿向一致,滚刀轴线应该与齿轮端面倾斜一个安装角γ安,在滚切直齿圆柱齿轮时,γ安=λf,式中λf为滚刀的螺旋升角。当滚切斜齿轮时γ安=βf±λf,式中βf为被加工齿轮的螺旋角。当滚刀与工件的螺旋方向相反时取“+”号,相同时取“-”号。
滚齿时除了滚刀的转动n刀(切削运动),滚刀与工件之间的展成运动外,滚刀还需要有沿工件轴向的走刀运动δ轴,这三个运动构成了滚齿的基本运动。
滚切斜齿轮时也有这三个基本运动,但是由于斜齿轮牙齿沿齿宽上是螺旋线,所以它要求滚刀在轴向走刀S轴的同时,工件还要附加转动。即既要求工件和滚刀严格保持展成的运动关系,又要求滚刀轴向走刀到工件的一个导程T时,工件具有多转或少转一圈的附加运动。
滚齿是常用的切齿方法。它能加工直线、斜齿和修正齿形的圆柱齿轮。滚齿精度一般可以达到7~8级,高精度达到4~5级,甚至达到3级。由于滚齿的整个切削过程是连续的,因此生产率较高。
2、插齿
用插齿刀按展成法或成形法加工内、外齿轮或齿条等的齿面。
插齿和滚齿一样,也是利用展成法来加工的。插齿刀就象是一个具有前、后角而形成切削刃的齿轮,所以插齿刀加工齿轮原理相当于一对两轴线平行的圆柱齿轮啮合的原理。
插齿时插齿刀作上、下往复的切削运动,切削速度以每分钟的双行程次数来表示。同样,插齿刀和被加工齿轮保持一对圆柱齿轮啮合的运动关系。
开始插齿时,为了逐步切至全齿深,插齿刀有径向进给运动,径向进给量δ径是以插齿刀每次双行程的径向进给数来表示。当切至调整好的深度时,径向进给自行停止。径向进给过程和进给量一般由凸轮来控制。
插齿刀作上下往复运动中,向下是切削运动,向上是空行程。为了避免空行程时擦伤已加工的齿面和减少插齿刀的磨损,工件需要有让开插齿刀的让刀运动。
插齿精度一般可达到7~8级,高精度可达6级。
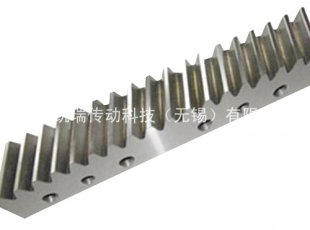
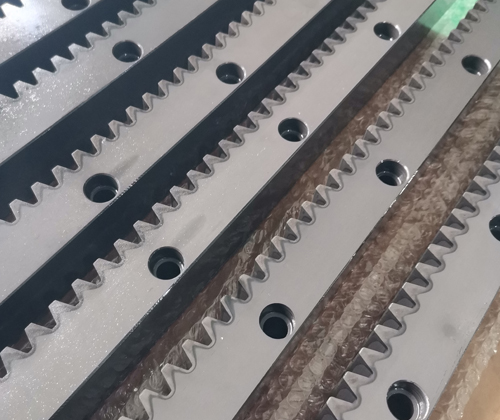
齿条是一种齿分布于条形体上的齿轮。齿条也分直齿齿条和斜齿齿条,分别与直齿圆柱齿轮和斜齿圆柱齿轮配对使用;齿条的齿廓为直线而非渐开线(对齿面而言则为平面),相当于分度圆半径为大圆柱齿轮。齿条是与齿轮相配的一种条形零件。它等于直径大的一个齿轮周缘的一段。一边均匀分布着许多齿,与齿轮相啮合,将转动变为移动,或将移动变为转动。齿条是长条形,一侧有齿,可认为是一个直径大的齿轮上的一段。
keyword:齿条加工
文章来源:http://www.dskrrack.com/
上一页:苏州关于齿条加工方法
齿轮加工需要进行哪些热处理?
发表时间:2021-08-18
齿轮常用几种材料
发表时间:2021-08-16
齿轮的加工方法大全,看看你知道几种?
发表时间:2021-08-13
学会这一招,有效的齿轮减速机维修方法
发表时间:2021-08-10
新版齿轮精度国际标准正式发布
发表时间:2021-08-02
齿条加工的工序有哪些?
发表时间:2020-03-17关于齿条加工方法
发表时间:2020-03-10
齿条加工方法有哪些???
发表时间:2020-01-15齿条加工的齿轮根切要如何判断?
发表时间:2020-01-02齿条加工的工序有哪些?
发表时间:2019-12-30齿轮加工精密塑料齿轮广泛应用于齿轮模具行业
发表时间:2019-11-26
齿轮加工齿轮传动中振动大的原因分析
发表时间:2019-11-15